

Home › Forums › 3D Printing for Tabletop Gaming › Flexible Resin – Printing Tires › Reply To: Flexible Resin – Printing Tires
Thank you! They will only get looking better after some touch up.
In my opinion, there isn’t really an extra cost with resin printing vs FDM printing in the long run. It is all a matter of perspective. Yes, resin costs more than filament but those are really apples and oranges when you compare the capabilities and time.
TLDR: There isn’t really a huge extra cost or process after a resin print when you compare to alternatives.
A little background, we used to print 3d masters then make silicone moulds and do resin casting. However the amount of labor, the time it takes, to create say 40 miniatures is very expensive compared to simply printing.
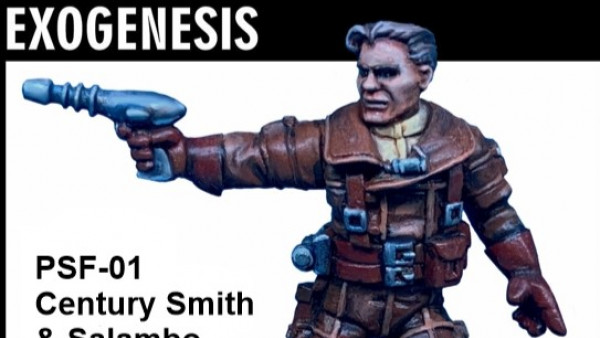
We switched our process to 3d printing because it is cheaper and the models we print could never be casted. It allows us to print single piece miniatures that couldnt’ otherwise be done. The Kitsune for example was done in multiple pieces but that is because it is a 75mm figure, that is on a 50mm base. The Asterian figure on the 25mm base, above the Kitsune, was printed in one piece, flowing cloth pieces and all.
Traditional Resin Casting vs Post Process Time
A mould typically lasts for 25-40 pulls before you have to redo the mould. We’ve done them for a while, so we’ll say at the best it lasts for 40 pulls. It is about a 15-20 minute work time; mix resin, pour into mould, put mould in a pressure chamber, apply pressure, get it out and demould and start over. For 10 hours of constant casting, I’ll get my 40 pulls, we’ll say 40 miniatures, roughly 4 an hour.
Usually, one person could if properly set up, mix/pour for about 10 different moulds. In order to add more production, you need to add another person. So on a good day, that 10 hour day would produce 400 miniatures. It is rarely like that, on average it is about 250 if you throw in a lunch and some breaks with 10 moulds give or take, just a rough example.
For simplicity we’re just comparing one mould though. 10 hours at $15 is $150 and now that the mould needs to be redone, need about 4-8 hours to redo the mould. The next day is spent remaking a new mould for a new batch of casts. At that point, we’re looking at about $300 of labor and we haven’t included the resin cost and silicone costs but those are usually rolled into the “markup” that is passed to the publisher or customer.
 traditional resin casts
traditional resin casts
 traditional resin cast with 3d prints
traditional resin cast with 3d prints
FDM Printing Post Process
We’ll eliminate the cost and the time of tinkering for comparisons for FDM and resin printers. We’ll use $600 and $4000 as the price examples, so $600 resin SLA/DLP compared to a $600 FDM and a $4000 resin SLA/DLP compared to a $4000 FDM printer. For the money, you tend to get more consistency, but both sets of machines are typically capable of producing the same quality of prints (in terms of SLA to SLA and FDM to FDM). But there is a cap of how much improvements you get for the dollars.
No matter how good the FDM machine is though it will never produce prints as good as an SLA/DLP. Even if the FDM was printing at 25 microns it is still worlds apart from SLA/DLP 25 microns. Even if the SLA printed at 100 microns and the FDM was at 25 microns, still the SLA/DLP would win quality wise. Let’s put that aside though.
FDM post-processing requires sanding. There are multiple ways to do it. If you use ABS you can do vapor bath but then you lose details. You can do primer + filler, light coats which will result in loss of details. The best work though is primer + filler, apply sanding, primer + filler and then can apply final primer. With a terrain, it goes much faster, but something you want of equality quality requires a good 2-4 hours of post process and that isn’t including drying time… that is just physical work time.
Capabilities in terms of size and costs FDM will win when you look at how much dollars it cost to get the same size. But the resin will never be cheaper than filament. So yes the cost is cheaper but time isn’t free. If you do it for yourself and not a business, sure your time is free. If I’m spending 4 hours post processing one model, that is 4 hours I can’t be doing something else. That time is valuable.
 25um print, FDM PLA, 46 hours.
25um print, FDM PLA, 46 hours.
 100um, SLA Resin, 3 hours (same size as the above print)
100um, SLA Resin, 3 hours (same size as the above print)
SLA/DLP Printer
There are two things that can take a while for SLA/DLP printers. The first is file prep. There is a lot more time that goes into file preparation than there is for FDM. We still deal with orientation and supports, but we also deal with islands and overhangs in a different method. This usually requires going through each layer carefully. Prepping an FDM print may take me 5-10 minutes, while doing SLA/DLP can take 30-60 minutes. The more experience the less time, the less complicated model, the faster it can be done.
Once the file is done and I’ve successfully printed with it, I can bring it up anytime, duplicate it to fill the bed more as well as other things. So I only need to prep it once, similar to FDM printing. I load the file, push print and walk away. 3 1/2 hours later I’ll have 20 miniatures completed.
Post process is a bit different. We use a 2 stage IPA bath. Usually, it is deplate the miniatures into Stage 1 bath. While it is soaking, we clean the plate, check the vat if we need to add resin and put the plate back onto the printer. We load the next print job, push print. While that starts we move the miniatures to Stage 2 bath. I check the other prints down the line. Once IPA baths are done, hit them with an air compressor which dries the IPA and lets me check for any missed resin residue. If wet spots, back in the bath it goes, otherwise it sits on a dry table for 30 minutes.
After the miniature is dried we remove supports. Most of our supports peel away, some take more care. However, cleaning supports is way easier than sanding PLA. We can go through about 30 pieces in roughly 15-45 minutes depending on the complexity of the piece. Then it goes into the UV cure chamber for 30 minutes. After it bakes, it is ready to go and finished.
I spend about 60 minutes a day post-processing resin prints. I can post process 10 times the number of resin prints way faster than PLA prints and still faster than ABS and ABS vapor bath.
The cost for me is way cheaper. Cost is also relative to how much something sells for as well. The best FDM 32mm miniature print, even if you post process could sell but it doesn’t compare to the price of a good 3d resin print that is 3d master quality, but similar resin to traditional resin casting.
 primed resin cast and primed 3d print (which one is which?)
primed resin cast and primed 3d print (which one is which?)
Now there are some other things in between all that. We still constantly do cost ratio analysis. We’re looking at CNC milling machines or printing negative moulds for injection moulding… currently running costs of 3d printed moulds, longevity, output compared to costs of aluminum and metal moulds. CNC machines have gotten better, able to mill moulds easier. For gaming miniatures though, the best moulds still require human touch and working to fine tune them.
I apologize for the next examples. They aren’t really ready for public viewing fully yet but only examples of details and single piece prints (except for the gray one). We were experimenting with the macro lens so will be redoing the batch.